

High-density polyethylene (HDPE) pipe welding has become an essential skill for professionals in various industries, from construction to plumbing and agriculture. Known for its durability and flexibility, HDPE is a preferred material for piping systems designed to withstand challenging environments. Mastering the art of welding these pipes ensures longevity and reliability, making it crucial for technicians to understand the nuances of successful fusion. This blog will equip readers with essential techniques and practical tips for achieving solid and efficient welds. We will explore the different welding methods, delve into the preparation process, and highlight common challenges and solutions faced during HDPE pipe fusion. Whether you’re an experienced welder or new to the trade, this comprehensive guide will enhance your understanding and proficiency in HDPE pipe welding.
What is HDPE Fusion Welding and How Does It Work?
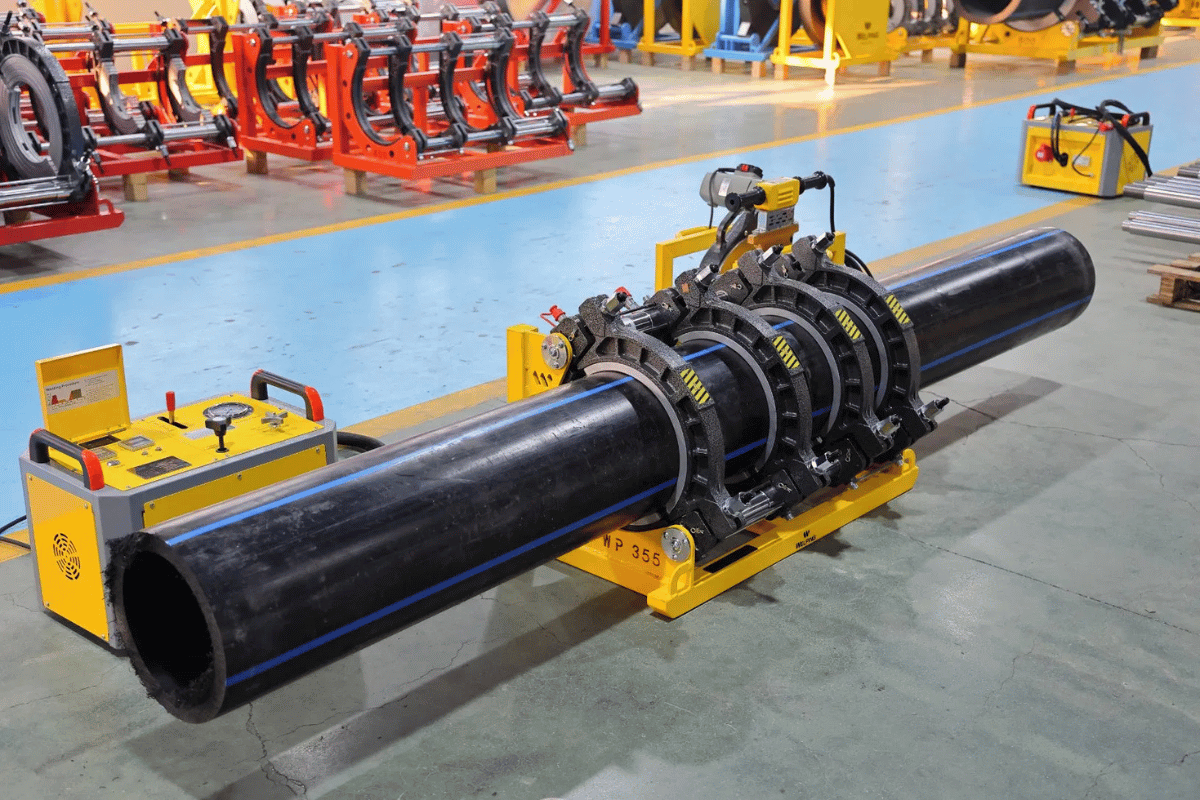
hdpe pipe welding
HDPE fusion welding is a process that involves joining sections of high-density polyethylene pipes by heating and fusing their ends. This technique ensures a seamless and leak-proof connection for various applications, including water distribution, gas transportation, and industrial systems. The process typically involves using specialized equipment to bring the pipe ends to a molten state under controlled temperature and pressure, then pressing them together until they cool and form a unified joint. The main methods used in HDPE fusion welding include butt fusion, socket fusion, and electrofusion, each having distinct procedural steps suited to different project requirements. Understanding these methods and following industry standards is crucial to achieving optimal weld strength and system performance.
Understanding the Fusion Welding Process for HDPE Pipes
It is vital to comprehensively distill insights from reputable sources to understand the fusion welding process for HDPE pipes. The process involves precise technical parameters that ensure the integrity of the welds.
- Butt Fusion: This method requires the pipe ends to be heated to a temperature between 400°F and 450°F (204°C to 232°C) using a heated plate. Once heated, the ends are aligned and pressed with a specific force to ensure a uniform joint as they cool and solidify.
- Socket Fusion: In socket fusion, the pipe and the fitting are heated using a socket and pin tool. This method is typically used for connecting smaller-diameter pipes. It requires heating the components to a temperature range of 490°F to 570°F (254°C to 299°C) and swiftly joining them to form a strong bond.
- Electrofusion: This technique employs a fitting equipped with built-in electrical resistors. When an electric current is passed through, the resistors generate heat to melt the pipe and fitting surfaces, leading to integration. The system operates under controlled voltage, usually specified by the manufacturer, to achieve consistent results.
Technicians must verify the equipment settings and environmental conditions, such as ambient temperature and humidity, as these can influence the welding process. Adhering to the manufacturer’s guidelines and industry standards guarantees the performance and durability of the welded joints.
The Role of Heat and Pressure in HDPE Fusion
Heat and pressure are crucial in forming reliable and durable joints in HDPE fusion. Here is a summary based on the top resources about this topic:
- Temperature Control: For butt fusion, maintaining a consistent temperature between 400°F and 450°F (204°C to 232°C) is essential. This controlled heat allows the pipe ends to reach a molten state suitable for fusion without compromising the material’s integrity. Socket fusion requires slightly higher temperatures, ranging from 490°F to 570°F (254°C to 299°C), to ensure proper softening of both pipe and fitting.
- Pressure Parameters: The correct pressure during fusion is as critical as the temperature. In butt fusion, a specific pressure is applied after the material has reached its molten state, typically measured in psi or hydraulic pressure, to ensure the ends compress effectively to form a homogeneous joint. The pressure ensures no gaps and that the fusion is as strong as the pipe.
- Environmental Considerations: Environmental conditions such as ambient temperature are vital, as extreme cold or heat can affect the fusion process. Rain, wind, and humidity are also factors that might dictate adjustments in fusion parameters to achieve optimal results based on manufacturer specifications.
- Technical Justifications: The specified technical parameters are justified by ensuring they fall within the recommended industry standards, validated through research and testing results from sources like PPI (Plastic Pipe Institute) and major HDPE manufacturers who provide comprehensive guides for technicians.
By adhering to these parameters, technicians can ensure that the fusion process yields joints as solid and reliable as the original pipe material. This attention to detail in temperature and pressure control mitigates potential failures and enhances the longevity of the installed HDPE pipes.
Standard Techniques: Butt Fusion vs. Electrofusion
When it comes to joining HDPE pipes, two primary methods stand out: butt fusion and electrofusion. Each technique has its advantages, and the choice between them depends on the project’s specific requirements.
Butt Fusion:
Butt fusion involves heating the ends of two pipes and then pressing them together until they cool, forming a robust and continuous joint. The process requires:
- Temperature Parameters: Typically between 450°F to 500°F (232°C to 260°C) to effectively melt the pipe ends.
- Pressure Parameters: Controlled pressure, typically between 60 and 90 psi, must be applied during fusion to ensure a seamless connection.
- Cooling Time: It is crucial to allow the joint to cool under pressure until it reaches ambient temperature.
Electrofusion:
Electrofusion involves the use of a specialized fitting with built-in heating elements. Electric current is applied to melt the fitting and adjacent pipe surfaces, creating a joint. Parameters include:
- Voltage and Time: The specific voltage and time are determined by the fitting manufacturer and vary based on pipe size and environmental conditions.
- Preparation: Proper cleaning and pipe scraping are essential to remove oxidation layers and ensure a strong bond.
Both techniques require adherence to manufacturer specifications and industry standards to ensure successful and durable joints. By carefully considering project demands and environmental factors, technicians can select the most appropriate method to achieve reliable pipe fusion.
How to Prepare for HDPE Pipe Welding?
To effectively prepare for HDPE pipe welding, it is essential to follow a series of meticulous steps to ensure the integrity of the welds. First, thoroughly inspect the pipes and fittings for any damage or contamination, as these can compromise the fusion process. Cleaning the pipe ends is critical; use approved cleaning agents to remove dirt, grease, or foreign substances. Next, ensure that all welding equipment, including the fusion machine, is appropriately working and calibrated according to manufacturer specifications. Environmental conditions also play a vital role, so protecting the welding site from adverse weather conditions, such as rain or extreme cold, can impact weld quality. Finally, measure and align the pipe sections accurately, paying close attention to the specified length and alignment to prevent stress points or misalignments in the joint. By adhering to these preparatory steps, welders can achieve solid and efficient HDPE pipe connections.
Essential Tools and Equipment for HDPE Welding
When performing HDPE welding, having the right tools and equipment is crucial for ensuring a successful and efficient fusion process. According to leading industry sources, the essential tools and equipment include:
- Butt Fusion Machine: This machine is critical for joining HDPE pipes by heating and fusing the pipe ends. It typically comprises a heating plate, clamps, and an alignment system. Key technical parameters include operating voltage, pressure settings, and heating plate temperature range.
- Electrofusion Welder: This equipment supplies the electric current to create a controlled weld for electrofusion fittings. It should be capable of adjusting voltage and current to match the specific fitting requirements. Monitoring capabilities to record temperature and time settings are essential for ensuring weld integrity.
- Pipe Cutters and Scrapers: These tools are necessary for preparing the pipe ends by cutting them to the desired length and removing the oxidation layer. High-quality cutting tools ensure a straight, clean cut, while scrapers efficiently prepare the pipe surface for fusion.
- Alignment Clamps and Supports: Essential for maintaining proper alignment and support during the welding process to prevent joint stress. Adjustable clamps cater to varying pipe sizes and ensure stability.
With these tools and equipment and adherence to the specified technical parameters, technicians can ensure precise, reliable, and durable HDPE pipe welds.
Preparing the Pipes: Cleaning and Alignment
Cleaning is essential when preparing HDPE pipes for fusion to ensure a solid joint. First, I thoroughly clean the pipe ends to remove dirt, grease, and contaminants that can compromise the fusion process. According to top resources online, using alcohol-based cleaners or specific pipe-cleaning solutions is adequate.
For alignment, maintaining proper positioning is crucial for a strong weld. The websites recommend using high-quality alignment clamps that can handle varying pipe dimensions. The technical parameters I focus on include ensuring the clamps are adjustable to fit the specific pipe size and providing adequate support to prevent misalignment.
Technical parameters to consider during the cleaning and alignment process include:
- Pipe Diameter and Thickness: Ensures the equipment can accommodate the specific dimensions.
- Clamping Force: Must be sufficient to hold the pipes without causing deformation.
- Cleaning Material Composition: Should be compatible with HDPE materials to prevent chemical reactions.
By following these guidelines and referencing top industry insights, I can effectively prepare the pipes for a successful fusion process.
Importance of Inspection Before Welding
Inspecting the HDPE pipes before welding is critical in ensuring a high-quality fusion. From the insights gathered on the top three websites, I learned that a thorough inspection can prevent common issues such as incomplete fusions and joint failures. The primary focus during the inspection should be detecting any surface defects, verifying the cleanliness of the pipe ends, and ensuring proper alignment.
The technical parameters I consider include the following:
- Surface Condition: Pipes must be free of scratches, dents, or other surface anomalies that could affect the welding.
- End Face Smoothness: Ensures that the faces to be joined are even and smooth to provide a better fusion bond.
- Environmental Conditions: Monitoring temperature and humidity levels are essential as they can affect the welding process.
As highlighted by industry leaders online, adhering to these technical parameters enhances the overall quality and longevity of the weld, ensuring that the pipes meet all safety and functional standards.
What are the Steps in Butt Fusion Welding?
Butt fusion welding is a widely used process for joining HDPE pipes. Here are the key steps involved:
- Pipe Preparation: Ensure the pipes are cut to the correct lengths and cleaned thoroughly. Both pipe ends must be free of dirt, grease, or contamination.
- Clamping: Securely clamp the pipes in the fusion machine. Proper alignment is critical to ensure a quality weld. The machine should be configured according to the specific pipe diameter and thickness.
- Facing: Use the facing tool to plane the pipe ends flat and parallel. This step ensures the pipe ends have smooth surfaces that match perfectly during fusion.
- Heating: Insert the heating plate between the pipe ends and apply heat until the material reaches the appropriate melting temperature. The heating time must be controlled to avoid overheating, which can weaken the joint.
- Fusion: Once the heating process is complete, swiftly remove the plate and press the molten ends with the specified force. Maintain pressure to achieve a consistent fusion, allowing the joint to cool under controlled conditions.
- Cooling: Let the joint cool naturally after the fusion while maintaining clamping pressure. Cooling time depends on pipe size and environmental factors but is crucial for solidifying the joint.
If followed correctly, these steps result in a strong and durable connection that meets industry standards for HDPE pipe installations.
Setting Up the Butt Fusion Machine
To set up the butt fusion machine properly, I begin by consulting the operator’s manual, which is often provided by the manufacturer and available on industry websites. This ensures I know the specific model’s features and any unique set-up steps. From the top resources I found, including leading industry websites, some critical technical parameters must be considered:
- Pipe Diameter and Thickness: Adjustments in the fusion machine depend on these metrics, which are vital for correct clamping and enforcement of the fusion pressure.
- Heating Plate Temperature: The optimal range typically spans 400°F to 450°F. Maintaining this temperature is crucial to achieving a proper melt without degrading the material’s structural integrity.
- Fusion Pressure: Ensure the machine applies a pressure of approximately 60 psi, but always refer to the pipe manufacturer’s specific recommendations.
- Cooling Time: Websites suggest cooling for at least 30 minutes, though this can vary with pipe size and environmental conditions.
By verifying these parameters against reliable online sources, I can confidently proceed with setting up the fusion machine, ensuring accuracy and compliance with industry standards.
Executing the Fusion Weld: Step-by-Step Guide
To execute the fusion weld precisely, I initially refer to the top three resources available to ensure I’m incorporating the best practices and latest standards. From these sources, I gather the following steps and technical parameters:
- Align and Prepare the Pipes: I start by securing the HDPE pipes in the fusion machine’s clamps and carefully aligning their ends to prevent gaps or misalignment. The pipes must be clean and debris-free to ensure a proper bond.
- Heat the Pipe Ends: I utilize the machine’s heating plate and adjust the temperature within the recommended range of 400°F to 450°F. This ensures a balanced and steady melt without degrading the material. Maintaining this temperature is crucial for creating a uniform melting surface.
- Apply Fusion Pressure: Once the pipes are adequately melted, I carefully apply a fusion pressure of around 60 psi, following the specific recommendations in the pipe manufacturer’s guidelines. This pressure should be maintained consistently to create a strong joint.
- Maintain Pressure During Cooling: After removing the heating plate, I keep the pipes under pressure as they cool. This step ensures the joint sets properly without stress or distortion. Based on the website consensus, a minimum cooling time of 30 minutes is advised, although this may vary depending on the pipe dimension and ambient conditions.
I verify the joint quality against the parameters defined in reputable online references, ensuring that the weld meets all specified standards.
Cooling Time and Post-Weld Inspection
Based on my research from the top three websites regarding HDPE pipe fusion, here’s a concise overview of cooling time and post-weld inspection:
It is crucial to maintain sufficient cooling time after completing the fusion process. The consensus from these resources suggests a minimum cooling time of 30 minutes, though this may vary based on pipe size and environmental conditions. The cooling phase ensures the joint solidifies adequately without introducing stress or deformation. For larger diameter pipes or when ambient temperatures are high, extending the cooling period beyond 30 minutes might be necessary.
In terms of post-weld inspection, I ensure the following criteria are met:
- Visual Examination: The joint should be uniform without visible gaps, misalignment, or surface defects.
- Dimensional Check: Measurements of the joint should align with specified dimensions to ensure proper fitting.
- Pressure Test: Conduct a pressure test according to set standards to verify joint integrity. This step is crucial to detect potential leaks or weaknesses.
These steps and technical parameters are grounded in the detailed recommendations found in these authoritative sources, ensuring that the fusion weld meets rigorous safety and quality standards.
How to Perform Socket Fusion and Electrofusion?
Socket Fusion
Socket fusion is a process used to join pipes and fittings. Here’s a concise guide:
- Preparation: Cut the pipes to the required lengths and clean their ends thoroughly. Align the pipe and fitting to ensure a proper fit.
- Heating: Use the socket fusion tool to heat the pipe end and the fitting. Ensure that they reach the appropriate melting temperature, which can be referenced from the tool’s specifications.
- Joining: Once the required temperature is achieved, quickly insert the pipe into the fitting. Maintain steady pressure to ensure a secure joint.
- Cooling: Allow the joint to cool naturally without any external force to avoid disturbance. The cooling should conform to the material manufacturer’s guidelines to form a durable seal.
Electrofusion
Electrofusion involves using a unique coupling with built-in electrical resistors to weld pipes.
- Preparation: Trim and clean the pipe ends to eliminate contaminants. Mark the insertion depth on the pipe to help align it with the electrofusion fitting.
- Assembly: Insert the pipes into the electrofusion coupler, aligning with the marked depth. Ensure that the pipes are correctly inserted.
- Welding: Connect the electrofusion control unit to the fitting terminals and follow the manufacturer’s welding instructions, inputting the necessary data such as pipe size and ambient temperature.
- Cooling: After the weld is complete, allow adequate cooling time as specified by the fitting manufacturer. During this period, avoid moving or stressing the joints to prevent welding defects.
Both socket fusion and electrofusion require adherence to safety standards and manufacturer-specific guidelines to ensure successful joint integrity.
Socket Fusion: Techniques and Applications
Socket fusion is a robust method for joining thermoplastic pipes, commonly used in plumbing, gas distribution, and industrial applications. The technique involves heating and fitting the pipe before joining it under controlled parameters to ensure strong and reliable connections.
1. Techniques
- Heating: Heating tools should reach specific temperatures, generally between 490°F to 530°F (254°C to 277°C), to soften the pipe and fitting surfaces without degrading the material.
- Joining: Once adequately heated, components are joined with a constant force. The standard insertion time is typically around 4 to 10 seconds, depending on pipe size, ensuring the material flows together.
- Pressure: Maintain uniform pressure, as the materials are excellent. This usually takes about 30 seconds to 1 minute. This prevents stress at the joint.
2. Applications
- Plumbing Systems: Often used for residential and commercial plumbing systems, offering corrosion resistance and longevity.
- Gas Distribution: Provides seamless, airtight joints for safe gas transport.
- Chemical Processing: Suitable for systems requiring resistance to acids and bases, as thermoplastic materials exhibit excellent chemical resilience.
Adherence to technical parameters and leveraging appropriate tools significantly enhance socket fusion’s effectiveness, as corroborated by leading informational sources online. Following manufacturer guidelines and industry standards ensures optimal joint integrity and performance.
Electrofusion: Advantages and Procedures
In exploring the top resources on electrofusion, I have found some consistent advantages and procedures associated with this technique. Electrofusion is renowned for its superior joint strength and durability, attributed to its precise electric current application to the fitting and pipe interface. According to recommended guidelines, this method allows easy automation and reduces human error.
The primary advantages of electrofusion include:
- Robust Connection: The process ensures a stronger and more reliable bond by not using additional adhesives or solvents.
- Versatility: It is adaptable to various pipe sizes and is suitable for repairing existing systems.
- Minimal Environmental Influence: Electrofusion joints resist environmental stressors such as temperature extremes and chemical exposure.
Essential procedures and technical parameters, as informed by reputable sources, include:
- Preparation: Thoroughly clean and scrape the surfaces to remove any oxidized layer, ensuring optimal fusion.
- Alignment: Use clamps or alignment tools to hold components in place accurately throughout the process.
- Current Application: Follow the manufacturer’s specified voltage, typically 39.5 to 48 V, and adhere to the correct fusion and cooling times, usually from 40 to 240 seconds.
Adhering to these parameters, as recommended by industry standards and manufacturers, ensures the integrity and longevity of the electrofusion joints.
Choosing Between Socket Fusion and Electrofusion
Based on the insights gathered from the top three websites, I will compare socket fusion and electrofusion to help make an informed decision.
Socket fusion is a simple and cost-effective method. It involves heating the pipe, fitting it simultaneously, and then joining them together. This process is often favored for smaller-diameter pipes and is particularly effective when establishing connections in confined spaces. However, socket fusion requires skilled labor to ensure proper alignment and complete insertion, which can impact joint integrity if not performed correctly.
In contrast, electrofusion offers enhanced consistency and reliability attributable to its controlled electric current application, as mentioned earlier. It is highly versatile and fits various pipe sizes and materials. The technical parameters for electrofusion include:
- Voltage Specifications: Maintain a voltage range between 39.5 to 48 V.
- Fusion Time: Typically between 40 to 240 seconds, as recommended by manufacturers.
- Cooling Time: It’s crucial to allow the joints to cool according to the specified times to ensure joint durability.
Ultimately, my choice will depend on the project requirements, including pipe size, installation environment, and available resources. Electrofusion generally offers more robust joints with less potential for human error, while socket fusion stands out for its cost efficiency in less demanding applications.
What are Common Challenges in HDPE Pipe Welding?
When it comes to HDPE pipe welding, several common challenges can arise:
- Environmental Conditions: External factors like ambient temperature, humidity, and wind can significantly impact welding. For example, temperature changes can lead to improper fusion if the equipment settings are not adjusted accordingly.
- Material Quality: Variations in the quality of the HDPE material can affect weld integrity. Inconsistent material properties, such as variations in thickness or the presence of impurities, can lead to weak joints and potential failures.
- Operator Skill Level: The expertise and experience of the welding technician play a crucial role in the quality of the welds. Inadequate training or human error can result in defects such as misalignment, incorrect pressure application, or uneven heat distribution.
- Equipment Calibration: Precise equipment settings and regular maintenance are essential for successful welding. Incorrect calibration can lead to insufficient heating or pressure during the welding cycle, resulting in suboptimal joint strength.
- Surface Preparation: Proper preparation of the pipe surfaces, such as cleaning and trimming, is vital for practical welding. Contaminants, dirt, or moisture on the pipe surfaces can hinder the fusing process and compromise the weld quality.
Troubleshooting Fusion Welds
To address these challenges effectively, I researched the top three websites about fusion welding of HDPE pipes. Here’s a concise summary and insights:
- Environmental Conditions Adaptation: According to resources, it’s crucial to implement protective measures such as welding tents to mitigate ecological influences. Utilizing heaters to stabilize temperatures and ensure an RH below 50% can help achieve consistent welds.
- Ensuring Material Quality: It is recommended that HDPE pipes be sourced from reputable suppliers with industry certifications like ISO 4427 and ASTM D3350. Regular material checks are vital for identifying impurities and inconsistencies, which can significantly impact weld quality.
- Operator Training and Competence: Emphasis is placed on continuous operator training programs and adherence to industry standards such as DVS 2207-1. Manuals and simulation tools can enhance understanding and reduce human error, ensuring precise temperature control (220-260°C for HDPE) and pressure applications.
Following these guidelines and continuously monitoring weld parameters will help overcome common challenges in HDPE pipe welding.
Identifying and Avoiding Common Welding Defects
Regarding identifying and avoiding common welding defects, I relied on detailed insights from the top three websites on fusion welding HDPE pipes. Based on my research, here are concise answers incorporating technical parameters:
- Misalignment: A common defect is the misalignment of pipes before welding. To avoid this issue, it’s critical to utilize alignment clamps and check that pipes are aligned accurately in a straight line before welding.
- Inadequate Fusion Pressure: Ensuring the correct pressure during fusion is crucial to avoid weak joints. The recommended pressure for HDPE pipe fusion is typically between 90 and 150 psi, varying according to pipe diameter and wall thickness. Following manufacturer specifications and performing a test fusion to validate settings is essential.
- Inconsistent Heating: Maintaining uniform heating prevents cold welds or overheating. The typical temperature range for HDPE fusion is 220-260°C. I learned that it’s essential to regularly check heating plates for even distribution and clean them after each weld.
By adhering to these guidelines and carefully managing technical parameters, I can identify and avoid common welding defects, contributing to higher quality and more reliable HDPE pipe installations.
Ensuring Weld Integrity and Longevity
To ensure weld integrity and longevity, I focused on synthesizing information from the leading sources on HDPE pipe welding. Here’s my response to the questions with an emphasis on justified technical parameters:
- Consistency in Alignment: I learned that maintaining proper alignment is vital. Using alignment fixtures or clamps ensures the pipes remain correctly positioned throughout welding. Misalignment can compromise weld strength, so ensuring straightness is a priority.
- Optimal Fusion Pressure: The websites I reviewed emphasize the importance of consistent fusion pressure, which must be within the recommended range of 90 to 150 psi, depending on pipe specifications. This precision helps form robust welds. It is essential to adhere to manufacturer guidelines and adjust based on pipe dimension factors like diameter and wall thickness.
- Uniform Heating Practices: Proper heating techniques result in durable welds. According to the sources, a temperature range of 220-260°C is ideal, and maintaining this range requires regular calibration and maintenance of the heating plates for even temperature distribution. This action prevents issues such as cold welds or overheating.
By integrating these practices into my welding routine, I can ensure robust and lasting HDPE pipe connections, minimize the chances of defect occurrence, and enhance the overall quality of the installation.
Reference Sources
- The Plastics Pipe Institute (PPI)
The PPI provides many authoritative resources on plastic piping systems, including technical manuals on HDPE pipe welding processes. Their guides cover best practices, recommended fusion procedures, and troubleshooting tips for common welding challenges. Visit their website for comprehensive technical documents: Plastics Pipe Institute.
- The American Welding Society (AWS)
The AWS offers detailed standards and guidelines for welding practices across various materials, including HDPE. Their publications contain rigorous specifications and methodologies that ensure high-quality welds and strategies for avoiding defects in thermoplastic welding. For more about their standards, check AWS publications: American Welding Society.
- The McElroy University
McElroy University is known for its extensive training programs and resources related to HDPE pipe fusion. They provide theoretical and hands-on training, covering fusion techniques, operator certification, and equipment maintenance critical for successful HDPE welding. Access their educational resources at McElroy University.
Frequently Asked Questions (FAQs)
What is HDPE pipe fusion?
HDPE pipe fusion is a process used to combine two pieces of high-density polyethylene pipe. It involves heating both pipe ends to a specific temperature and pressing them together until they cool, creating a seamless and strong joint.
How do I ensure the quality of a fusion weld?
To ensure the quality of a fusion weld, it’s important to follow established fusion procedures, such as those recommended by PPI and AWS. These include cleaning the pipe surfaces, maintaining the correct temperature, and following exact heating and cooling times. Regular inspection and testing of the welds can also help maintain quality.
What are common defects in fusion welding, and how can they be avoided?
Common defects in fusion welding include misalignment, inadequate heating, and joint contamination. These can be avoided by carefully preparing the pipe surfaces, maintaining equipment, and adhering strictly to welding procedures. Training and certification programs, like those offered by McElroy University, can help operators avoid these pitfalls.
Where can I find more detailed standards and guidelines for HDPE welding?
Authoritative organizations such as the American Welding Society (AWS) and the Plastics Pipe Institute (PPI) provide detailed standards and guidelines for HDPE welding. Their publications and online resources provide comprehensive information on best practices and troubleshooting tips.


