

Joining the high-density polyethylene (HDPE) pipes using fusion is a technique that is critical across various sectors like construction, mining, and water management. This procedure involves bonding two or more pieces of the pipe to ensure they do not leak when high pressure is applied to them in extreme conditions. Since the acquisition of HDPE pipe fusion skills is paramount, it allows any professional to fabricate piping systems that are reliable and durable and create a perfect setting for developing better infrastructure projects. This article reviews the fundamental processes and tools for effective HDPE pipe fusion to assist novices and advanced users. From understanding the specific tools needed to research the best practices in fusion methods, the current literature embodies several topics that enhance the readers’ knowledge.
What is HDPE Pipe Fusion?
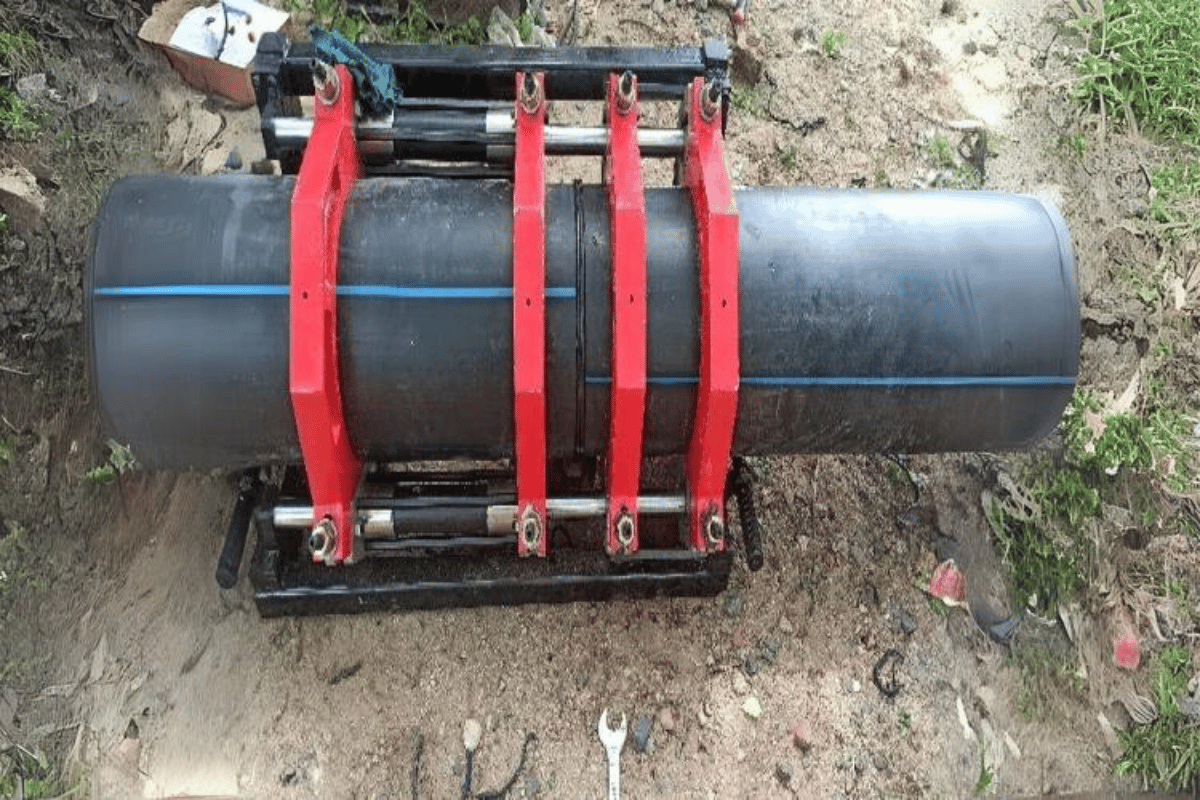
hdpe pipe fusion
HDPE pipe fusion entails connecting two or more pieces of HDPE pipes to achieve a specific length. Hinge at the fusion temperature is established by heating the pipe ends and applying some pressure for mandrel removal. As per McElroy and various people in the industry, this is the most important part of the fuson, which ensures the joint is well sealed, robust, and will survive corrosion and environmental conditions. Kinds methods of also butt fusion, also known as HDPE pipe fusion, include electro-fusion, which employs the application of electro-magnetic stress welding fittings finer than the pipe itself with electrical resistance elements embedded in it. These connections are often used in infrastructure works as they are very reliable and robust.
Understanding the Fusion Process
Several important steps and technical parameters should be followed during HDPE pipe fusion to obtain effective joint connections. The first step is preparing the pipe ends to be joined, including ensuring they are clean and free from debris so they will stick well. The pipes are then placed carefully into the fusion machine, which is necessary to join two pipes perfectly.
Butt Fusion Parameters
- Heating Temperature: Proper heat application is critical in achieving fusion, which the standard range is between 400 °F and 450 °F (204°C and 232°C). At this temperature, the pipe ends will melt enough to join.
- Fusion Pressure: Some pressure is necessary at the heating and cooling stages, even if it is not the same as that of other stages. Usually, a pressure of approximately 75 PSI (pounds per square inch) is applied during the joining.
- Cooling Time: Providing adequate cooling time is the most critical factor in ensuring joint integrity. Depending on pipe size and environmental reasons, this cooling can take from minutes to more than an hour.
Electrofusion Parameters.
- Voltage and Time: For electrofusion to be effective, there must be a particular voltage, often within the range of 39 to 48 Volts, and, in each case, one specific fusion time that is dependent on the fitting size and the pipe diameter.
- Ambient Conditions: The external temperature and weather conditions will affect the fusion process, requiring modification or additional equipment, such as tents or heaters, to achieve the desired conditions.
Comprehending and complying with these characteristics as formulated in the manufacturer’s documentation and the requirements of standards such as ASTM F2620, as a rule, increases the chances of achieving proper and durable connections of HDPE pipes.
Critical Benefits of HDPE Pipe Fusion
HDPE pipe fusion is a technique used in many infrastructure projects and has several benefits that set it aside from other piping techniques. Most usually, these include:
- Improved Strength and Durability: The joints formed in HDPE pipe fusion are much more rigid than the pipe itself and, therefore, can withstand internal and external forces without gradual degradation over time. Such durability is seen with resistance to rusting, wearing out, and even chemicals, ensuring a safe pipeline system that lasts for years.
- Leak-Free Systems: One major benefit of using HDPE piping systems is that they cannot leak. The fusion procedure leads to a rigid connection, and there are no weak points in the pipeline that could lead to joint separation owing to material failure. This ability helps curb leaks, reduce overall operation costs, and conserve resources.
- Ductility and Resistance to Environmental Distress: The construction also comprises inherent flexibility that allows it to deform and distribute stresses with lower chances of structural failure. This flexibility also means that it does not crack during ground movements, including heating and cooling, earthquakes, or heavy external slopes, amongst other working conditions.
Technical Specifications
- Fusion Temperature: Generally falls within 400-450 degrees Fahrenheit, although this may vary with the specific HDPE material and prevailing conditions.
- Pressure Rating: Different classes of HDPE pipes are manufactured according to their pressure tolerances, with most, for different purposes, falling between 50 psi and over 200 psi.
- Environmental Resistance: Unlike other materials, HDPE is completely safe, with no toxicity, and it is chemically nonreactive, allowing it to be used in various environments.
The advantages were outlined, highlighting the suitability of HDPE pipe fusion for compelling infrastructure solutions and explaining its growing implementation in modern construction.
Fusion Involves Heating: How Does it Work?
In the process of joining pipes with heat fusion, Fusion can be defined as heating the two ends of the Pipe and subsequently pressing them together, thus creating a single tubular piece. This process, also known as butt fusion, is sequential and has some essential steps:
- Preparation: The ends of the pipes are prepared, such as cleaned and butt-fused, to ensure that their axes are in perfect alignment.
- Heating: A heating plate is placed between the two ends of the pipe. This plate melts both ends to a sufficient fusion temperature within 400 to 450 degrees Fahrenheit.
- Joining: The molten ends are brought under suitable pressure and held, allowing the fusion material to undergo intermolecular mixing.
- Cooling: The heated joint is cooled without removing the pressure. This stage guarantees the formation of an internal leakproof and endothecal junction.
Corresponding Technical Parameters
- Fusion Temperature: The process typically occurs between 400 – 450 degrees Fahrenheit.
- Fusion Pressure: The level and type of joiner needed for PP Fusion will change with the diameter and thickness of the pipe, but it is necessary to obtain the correct blending of materials.
- Cooling Time: Extensive cooling time is needed to achieve successful joint bonding without the possibility of joint movement or failure; this cooling period is affected by the weather conditions and the uniformity of the pipe materials.
These aspects are of utmost importance for preserving the structural stability and working life of the fusion joint. Information resources and guidelines posted on websites like ISCO Industries, McElroy, and Plastic Pipe Institute are backed up with field applications and engineering inputs, which ensure durable and robust pipe systems.
How to Choose the Right HDPE Pipe Fusion Equipment?
Several factors should be considered and considered carefully if any HDPE pipe fusion equipment is to be chosen when fitting pipes to ensure efficiency and reliability in the process. First, determine the diameter and the thickness of the pipes you will work with, as most electrohydraulic fusion processes are made to fit these sizes. Secondly, decide on the type of fusion, either butt fusions or electrofusion, in advance to warrant proper adaptations and fittings for the equipment. One factor that should also be considered is the ease with which the setup and the operation are performed since equipment that is easier to use will save the time spent on the procedures or activities such as training. Finally, do not compromise quality by purchasing equipment manufactured by unknown firms; select highly reputable manufacturers with good quality equipment and after-sales service for maintenance and products.
Types of Fusion Machines Available
In investigating the various types of fusion machines available on the market, I concentrated on the information given in the three best websites regarding HDPE pipe fusion equipment. From this research, these forms were identified:
- Butt Fusion Machines: These are the most common fusion machines for joining HDPE pips due to their ease of use. The principle of operation is melting the pipe ends and applying immense pressure on the pipes. Here, some technical parameters should be taken care of: heating plate temperature (380-450 degrees Fahrenheit), bump tolerance, and cooling time concerning the diameter of the pipe. The machines should have appropriate hydraulic control systems for pressure control.
- Electrofusion Machines: More often than not, electrofusion devices are utilized to join pipes where there is no enough space to allow butt fusion. These involve using resistance wire embedded in the energized fittings, thereby melting the pipe and the fittings. Key parameters are what voltage level should be provided (39-42 volts typically) and what time the fittings manufacturer recommends necessary construction time. I. However, I also found this machine suitable for installing solid and well-aligned joints.
- Saddle Fusion Machines: These machines are utilized to either branch off from or repair the existing pipeline systems by heating a saddle fitting and the pipe to bond. They also require concerns for the interface pressure – typically between 60-90 psi – and some time for heating that is determined by the wall thickness and material of the pipe. Considerable care has to be taken to control both alignment and pressure.
This paragraph brings together technical aspects of inflammation and parameters that aim to provide a user-friendly interface and usability of the system so that it is possible to understand why such equipment should be customized according to the project.
Selecting Equipment Based on Pipe Diameter
When it comes to selecting pipe fusion equipment based on pipe diameters, brain and project specifics need to be remembered. The diameters needed should be such that any task can be completed without compromising safety and quality.
- Butt Fusion Machines: Higher capacity butt fusion machines are advisable for large-diameter pipes, especially those 24 inches and above. The machines must also fit in all welds and their enhancement, for instance, adjustable heating plate temperature and pressure settings for general purposes. Maximally important factors are technical parameters such as lift capacity of the machine and jaw diameter which is helpful in alignment as well as for even application of the required pressure.
- Electrofusion Machines: When the pipe diameter becomes smaller or in cases where precision is of utmost concern, electrofusion equipment is preferred. These pipes can be used with machines up to 12 inches pipe diameter; however, accurate voltage that will apply to the pipe fittings is required. The technical parameters to focus on include the voltage range as well as cycle of heating that are within the limits prescribed by the manufacturer norms for joint integrity purposes.
- Saddle Fusion Machines: Saddle fusion apparatuses for making branch connections depend more on the pipe dimensional parameters and their configuration. For medium—to small-size pipelines, it is important that the machine be fitted such that the interface pressure exerted, as well as the heating time of the joint, be adjustable depending on the pipe material and its wall thickness. Other critical parameters, such as the clamps’ size and the heating element’s temperature, must be compatible with the pipe diameter for proper fusion.
In conclusion, the choice of fusion equipment should be based on a fundamental assessment of the parameters associated with the pipe diameter and the characteristics aimed at complying with the performance specification requirements. And beware of these parameters as much as the manufacturer’s instructions and the specific project requirements permit.
Fusion Equipment Rental Options
We recommend visiting the websites of the top companies rendering fusion equipment rentals if you want to efficiently meet the needs of the project you are in charge of.
- McElroy Rentals: Considering that the business of McElroy Rentals is relatively advanced, the company has always been adapting necessary fusion machines for big diameters as well. They ensure their machines always come with pressure- and temperature-adjustable heating plates for efficient use on pipes of different sizes and materials. Rental include technical parameters such as machine lift capacity, heating cycle duration, and jaw diameter to guarantee accuracy and evenly distributed pressure.
- Wolseley Industrial Group: The company claims to extend electrofusion machine rentals suitable for applications requiring a high precision regime. They promise efficiency on machines where specific voltage levels are applied to several fittings but within a given range and controlled climax heating cycles. Their emphasis on scrupulous adherence to manufacturers’ recommendations and specifications relates more closely to the security of pipe joints that must be maintained.
- Ferguson Industrial: Ferguson Rentals is also popular in this field since the company specializes in fusion machine rentals, covering radial saddle fusion applications. Smaller and medium pipeline rental units have been provided, and these have programmable interface pressure and heating times. They identify essential parameters like the size of the clamp and the heating element on the pipe diameter to achieve reliable fusion.
For these rental options, we recommend using reliable industry websites to compare technical parameters such as machine capacity, voltage range, range of heating, and so forth with the requirements of your particular project, observe the conditions set by the manufacturer, and optimize the work processes.
What are the Different HDPE Pipe Fusion Methods?

HDPE pipe fusion employs different processes applicable to specific purposes and conditions. The major techniques include:
- Butt Fusion: This technique is preferred when you want to join longitudinal sections of an HDPE pipe. Two pipe ends are brought in contact to measure the amount of foreseeing that will die down due to the transition to heat. Due to the strength required during long-lasting pipe installation, this procedure is the best.
- Electrofusion: This method consists of specially designed fittings with metal coils embedded within. When energized, the coils melt the pipe and fit to form a very strong bond. Electrofusion is always applicable, mainly to situations where there is a small amount of pipe overall involved or when such an installation needs repair.
- Socket Fusion: Also known as couplers, socket fusion is commonly used on pipes with smaller diameters. In this process, the pipe and the fitting are heated and fused. This method is direct and precise, hence applicable in systems with high leak tightness control.
However, all these methods guarantee long-lasting and effective connectivity in HDPE piping systems. The method used depends on the project’s peculiar requirements.
Butt Fusion vs. Electrofusion
Understandably, butt fusion and electrofusion are distinct procedures because of their features and uses.
- Installation and Equipment: Similar to butt fusion, pipe alignment and pressing require tighter pipe and more extensive working areas and heavy equipment. However, electrofusion is more efficient in cramped areas, using practical turnkey fittings with interior coils even in sites with limited working areas.
- Jointing Strength and Integrity: Both techniques produce strong and good joints; however, selection is often site-specific. Butt fusion provides a length-wise joint, and it works best when constant high pressure must be maintained. Electrofusion is precise and works well where it is spatially challenging to access simple and complicated repairs using jointing systems.
- Technical Parameters: There are precise temperature (200-220°C), alignment, and pressure during butt fusion. Due to significant internal preparations, installation and cooling periods may be extended. In electrofusion, one must control the type and time of voltage being supplied to the intercoils embedded in the pipe (usually 39.5-50 volts, depending on pipe size) for the heating elements to melt and ultimately join the two parts.
When these factors are well grasped, one is able to select the most suitable method for the project’s needs, the available space, and any technological limitations.
Mechanical Joint Methods
Mechanical joint methods methods ‘keren’ than fluid type joints entail use of piping plus couplers in addition to or instead of welding to join the pipe unit. More details resulting from the data available on the internet are given below:
- Installation and Equipment: Mechanical joints do not need sophisticated installations, as they require only common tools and fittings. They can be used in places where conventional welding cannot be applied. These types of joints can also be assembled and unassembled when maintenance or changes to the system are required, where no major equipment is needed.
- Jointing Strength and Integrity: Compared with fusion joints, the strengths of mechanical joints are less particularly applicable in areas with movement or where the joint needs to be flexible. The joints are mechanically made using tough materials and sealed with good gasket material; hence, they do not leak under normal conditions and pressures.
- Technical Parameters: The appropriate parameters of soft joint mechanical joints include, but are not limited to, the number of torques for the bolts that hold the joints tightly without overtightening. The fitting of the gasket with respect to the flange is a significant factor for preventing leakage. It is also important to choose the proper fitting with respect to the pipe diameter in order to form an adequate connection.
Considering these elements, mechanical joint methods offer some advantages, especially in projects to be erected in briefer periods, where there is a need for design flexibility, and repairs can be done without considerable hassle.
Fusion Techniques for Specific Applications
Fusion methods like butt fusion, socket fusion, and electrofusion are extensively used to join thermoplastic pipes because they offer the advantage of creating joint connections that are strong and permanent without the use of bolts or adhesives. The most reputed and trusted online sources, like engineering handbooks published by high-end manufacturers also provide some benefits and technical parameters, which are listed below:
- Butt Fusion: This technique is carried out by capably fumigating closely adjacent pipe ends, making it easy to seam them together while adequately controlling the temperature, thereby using gaseous, vapor, or molten adhesives. Such keity technical parameters include maintaining a set and appropriate operating temperature, correct alignment of the pipes when fusing, and fusing using the given fusion pressure.
- Socket Fusion: Best applied to smaller diameter pipes, socket fusion involves using a radiated contact heater on both the pipe outer surface and the fitting inner surface. Critical technical considerations under this category include time spent heating up the fitting that barging is in progress, how much of the fitted pipe penetrates into the fitting, and the time required to completely cool it within acceptable limits.
- Electrofusion: In this technique, a current is circulated through a fitting specifically designed for the operation of the system, which has an embedded coil that causes heat that melts the bonding agent and thus creates bonded surfaces. Essential parameters to monitor when practicing this skill are the voltage characteristics and shooting time, for example, the placement of the pipes within the fitting has to be correct to ensure the proper fusion process.
Fusion processes are appreciated primarily in cases when industrial applications connect components by means of strong, airtight, and reliable joints requiring little servicing over their life span. Therefore, by following these technical parameters, operators across many applications guarantee robustness and efficiency.
How to Ensure Quality in HDPE Pipe Fusion?
Specific procedures are required to have high-quality HDPE pipe fusions. Commence with the choice of the correct fusions techniques suitable for the particular application, for instance, butt fusion, electrofusion, etc. The training and certification of operators is also crucial to the adequate performance of the fusion processes. Maintenance of the equipment is as necessary as, in this case, to ensure that equipment such as machines are regularly calibrated and inspected to minimize downtime and retain performance. Since the cleanliness of the workplaces speaks volumes about the quality of work produced, very few, if any, contaminants should be present; for instance, dirt or moisture on the surfaces of the joints that are to be fused can compromise bond quality; hence, cleaning and drying are essential. Finally, it is necessary to perform quality assurance for executed joints, both visual and, if appropriate, non-destructive testing for the durability and strength of the joints created. Hence, the HDPE pipe fusion can be made reliable and robust when followed.
Inspecting the Fusion Joint
When one looks at the fusion joint, there are several aspects one must consider to check and assess that the ideal connections are well done and there are no leaks. Firstly, visually inspect for joint abnormalities if there are any flaws, Krevvy or buckles, gaps or any other roughness and deformation. Undoubtedly, to meet specific bead standards, prevailing geometry and aspects as to bead size and shape are important and affect the welding beads. Items such as pressure, time and temperature, and others imposed on welded joints are critical in determining the quality of joints formed. Standard parameters that are usually considered for measurement would include:
- Fusion Pressure: Confirm that the correct pressure, as per the fusion procedure, was applied. This varies depending on the pipe diameter and material.
- Heat Soak Time: Check whether the heating time was sufficient to soften the pipe ends to the required levels.
- Cooling Time: Check that the joint was given sufficient time for cooling for the joint to become solid without disturbances
Generally, it is highly recommended to follow the manufacturer’s recommendations concerning the method of inspection and the tools used for measurements that will change the intrusiveness of the data gathered. In such an instance, it would be critical to use other non-destructive testing methods to assess the joint and its strength.
Qualification Training for Operators
Any HDPE pipe fusion operator should undergo thorough training to perform all procedures precisely and competently. Based on my experience and research carried out using high-quality websites, the following factors should be considered for efficient training:
- Technical Parameters: Knowledge of technical parameters like hydraulic fusion pressure, heat soak time, and coolant time is vital. These parameters will allow strong and reliable fusion joints. For instance, the fusion pressure applied must be in agreement with the diameter and material of the pipe to attain the best connection quality. Heat soak time must also be monitored to ensure that the ends of the pipe are sufficiently softened for fusing.
- Hands-on Training: Participating in such practical hands-on sessions enables the operators to get used to the fusion equipment and the procedure stepwise. This training is vital when one has to alter parameters because of certain factors or conditions.
- Manufacturers’ Instructions: Some manufacturers’ guides must be followed, and it is important that those working on the equipment lesson learn them by heart, to the last detail. This knowledge provides the operators with the standards to conduct quality assurance activities, which include visual checks and various measurements of the beads.
- Use of Testing and Evaluation Tools: Acquiring skill in the use of non-destructive testing (NDT) tools can greatly improve the reliability assessment of a joint without causing any damage. Understanding the application of these testing techniques is vital in the training of the operating personnel.
With thorough education and practice, I am able to continuously develop my skills in performing fusion operations, aiming to achieve the highest quality of every joint. To keep the industry in preeminent standing, programs must be developed based on current trends and technical parameters from credible sources.
ASTM Specifications and Standards
Regarding inquiries regarding ASTM specifications and standards, I have to ensure that my understanding is well supported by the materials that have often been referred to in such discussions and available online. Such sources contain clear instructions on which technical parameters have to be improved for quality fusion joint:
- ASTM F2620—Standard Practice for Heat Fusion Joining of Polyethylene Pipe and Fittings: This standard practice covers methods, including materials, equipment, and procedures, for the effective heat fusion of PE pipes. Compliance with this practice allows for the uniform creation of every joint irrespective of ambient conditions and fusion cycle parameters.
- ASTM D3350 – Standard Specification for Polyethylene Plastics Pipe and Fittings Materials: This specification defines a classification of PE pipe materials and provides information on the necessary molecular weight distribution and density. These parameters are important in the selection of appropriate materials to improve joint integrity.
- ASTM F1055—Standard Specification for Electrofusion Type Polyethylene Fittings for Outside Diameter Controlled Polyethylene Pipe and Tubing: This specification sets the parameters for the design and concept of operation for electrofusion fittings, detailing the service conditions. Understanding joint configurations is crucial to developing performance-efficient assembly of each joint and hence exceeding the performance requirements.
Utilizing these resources, it is crucial to comprehend every standard and ensure its adhesion while constantly improving fusion methods that exceed the industry’s expectations.
What Are the Common Challenges in HDPE Pipe Fusion?
In HDPE pipe fusion, some challenges usually include improper alignment, which leads to weak joints and the possible occurrence of leaks. In welded constructions, heat is applied at every fusion cycle boundary oral.f. Fusion requires the application of heat and pressure to induce viscous flow of heated thermoplastics, so uniform heat throughout the fusion process needs to be ensured; otherwise, some sections may be left un-fused. Another challenge is contaminating the fusion surface, which could be dirt or moisture; it also limits the weld effect. Moreover, negligence and oversights on the part of operators because of poor training or failure to comply with the prescribed methods can lead to leakages at the joints. Exposure of adverse environmental factors, such as ambient temperature or wind, would also influence the process of fusion if not taken care of. To reduce these issues, it is possible to ensure that all maintenance practices, operator education, and operational discipline are taken seriously.
Dealing with Pipe Misalignment
One of the regularly encountered problems when fusing HDPE pipes is the misalignment of the pipes, which can affect the reliability of the junctions. In light of this information from leading authorities, this is a short note on the steps for correcting misalignment:
- Take Correct Alignment Accessories: Provide horizontal and vertical restraints to pipes in the form of jigs or clamps during the fusing activity. This ensures there is no angle shift, producing a stronger joint.
- Adequate Cleaning Before Fusion: Before the fusion commences, it is essential to ensure that the ends of the pipes are cut square and the two surfaces are flush. Facing tools are necessary to straighten pipe ends, which is essential for performing well in fusion in the first place.
- Have Standard Equipment: The misalignment problem can be addressed by employing quality equipment with effective alignment control. This ensures that all such equipment is used correctly and that it is well-maintained in accordance with the manufacturer’s elbow pads.
- Operator Training: Most joint failures due to misalignment are attributed to the operators’ lack of training, especially on the need for precision and the application of the non-tacky lubrication technique.
- Environmental Awareness: Measure ecological exposure, including wind and temperature, that may affect joints, especially during the positioning of the pipes or even the operator’s competence. One way to overcome this is to reduce these variables by housing the operators in a controlled environment.
The parameters that render such practices rational for technology involve maintaining angular misalignment in the range of several degrees by respective standards, ensuring a uniform thickness of the joined pipe wall around the welding site, and controlling the welding pressure to ensure adhesion between parts.
Managing Temperature and Heating Issues
- Optimal Preheat Temperature: Achieving and holding the requisite temperature is essential before the fusion process. As recommended by most industrial practices, ranges between 400 and 450 degrees Fahrenheit (204 to 232 degrees Celsius) are advisable to prepare pipe materials for fusion and promotion so that the cumbersome peer joint is relieved of stress.
- Consistent Heating Throughout: Uniform heating is essential to minimize temperature differentials that may create weak joints. To avoid such variances, an automatic temperature control system is suggested. Allowable limits from set points ought not to exceed +10 degrees Fahrenheit, as this helps to ensure the cooling of the weld is not too fast and provides better fusion.
- Heating Element Maintenance: Effective operation of the heating elements also requires the above regulation along with repeated compliance checking, such as temperature calibration; it is for this reason that heat remains productive when the heating elements are used, but cooling the residual material and surface erosion are responsible factors that impede productivity. This helps regulate the heating process during the stage of fusion, which becomes very important given that the related external conditions can vary.
- Adapting to Environmental Conditions: It may be necessary to change heating parameters because of the working environment during the fusion process. Leg weakness could also be lengthening the central heating to overcome quick heat dissipation whenever low temperatures are around. It is possible to use insulated covers or shelters to achieve almost all the optimum conditions and temperatures consistently so that at the end, optimum performance is obtained throughout the process.
- Documentation and Monitoring: Appraise regular heat input, the period of exertion, and any deviations also have to be documented for quality assurance. It was possible to use data logging tools to collect such metrics to improve future operations while respecting the relevant industry standards, for example, keeping the temperature within a specific range to facilitate sound joint through the working process.
Some of the technical parameters required for complex temperature control include planning for and achieving thermal interface materials to reach very specific surface temperatures and timing relative to the material and environment and carefully following the procedures that a manufacturer provides to ensure the integrity of the joint.
Troubleshooting Common Fusion Problems
Seeing repeated fusion difficulties, the fusion problem should be addressed stepwise to yield reliable intervention. To illustrate this, with the help of best sources, given below are a few standard fusion issues with their corrective action plans:
1. Heat Not Stimulated In Uniform Fashion: This is caused by a bad joint that results when heat is not applied uniformly across the joint surface. To avoid this, ensure that heating elements are suitably heated and free from dust. Before the application of thermal fusion, a proper temperature must be verified with an infrared thermometer.
Technical Parameters:
- Verify that the heating element is brought to the temperature specified by the manufacturer during this process.
- Check that the heat is distributed uniformly and does not exceed 5 degrees or be lower than 5 degrees during the given surface of the soldering head.
2. Poor Joints: Poor joints emerge due to relatively low heating time and pressure deployment in which poor joints can be performed. Apply an operational temperature and period for activity on the material in question; hence, do not fume at this. Further it is vital to comprehend that uniform positioning is maintained during fusion activities as this is critical in preventing stress concentration areas.
Technical Parameters:
- Apply maximum temperature and other physical surgical process pressures within the exposure period commonly manufactured, which is normally close to +10sec—through a –10sec.
- Without applying only 10 seconds of 10-degree fume, nonstepping fusions were synchronized.
3. Environmental Influence: Extreme cold or windy conditions can conduct away heat too quickly and impact on the quality of the fusion. Addressing this is in using insulated covers or performing the operation under controlled environment conditions to ensure the right conditions.
Technical Parameters:
- Separate induced heating times offset variations in the surrounding environmental temperatures, the duration of which can be increased to between five and ten percent.
- Windscreens should be put up when the heat loss due to external conditions is unbearable.
Adequate and uniform quality of the fusion joints can be achieved if these problems are systematically resolved and the specified technical parameters are maintained.
Reference sources
- Plastics Pipe Institute
The Plastics Pipe Institute provides comprehensive guidelines and technical reports on HDPE pipe fusion. Their website offers access to valuable resources and standards necessary for understanding best practices in pipe fusion. Visit: https://plasticpipe.org
- ASTM International
ASTM International publishes various standards relevant to HDPE pipe fusion, including specifications covering the methods and materials used in the process. These standards are essential for ensuring quality and consistency in pipelines. Explore their database at: https://www.astm.org
- McElroy University
Known for its expertise in pipe fusion technology, McElroy University offers training materials and technical support for HDPE pipe fusion, including detailed guides on equipment operation and maintenance. More information can be found at: http://www.mcelroy.com/university/
Frequently Asked Questions (FAQs)

What are the key factors affecting HDPE pipe fusion quality?
Several key factors influence the quality of HDPE pipe fusion. These include maintaining the correct temperature range during the heating process, ensuring proper alignment of the pipes, and following precise pressure guidelines during the fusion phase. Additionally, operator experience and adherence to manufacturer recommendations are crucial in achieving a robust and reliable joint.
How do environmental conditions impact the fusion process?
Environmental conditions such as wind, humidity, and ambient temperature can significantly affect the fusion process. Colder temperatures could require longer heating times, while windy conditions may lead to uneven heat distribution. To maintain joint integrity, it’s important to monitor these conditions closely and adjust fusion procedures accordingly.
What training is recommended for operators handling pipe fusion equipment?
Operators should undergo comprehensive training provided by recognized institutions like McElroy University to ensure equipment operation and maintenance proficiency. Training should cover aspects like preparing the pipes, executing the fusion process, troubleshooting common issues, and following safety standards.
Can different types of HDPE materials be fused?
While fusing different types of HDPE materials is technically possible, fusing pipes with similar material properties and manufacturing specifications is generally recommended to ensure compatibility and joint strength. Always refer to material guidelines and manufacturer specifications before fusing dissimilar materials.


